I expect that you’ve heard of the industrialist Henry Ford (1863 – 1947), but what about his massive ‘River Rouge’ car plant?
I expect that you’ve heard of the industrialist Henry Ford (1863 – 1947), but what about his massive ‘River Rouge’ car plant?
If you had gone for a ‘factory visit’ in the late 1920s, what would you have noticed?
The Model T Production line1
Ford wanted to provide a car that the masses could afford to buy – to ‘democratise the automobile’. Enter the Ford Model T – a car designed to be easy to drive and easy to repair, with standard interchangeable parts.
…but it wasn’t just about the car’s design. It was about the design of how the car was made.
In 1906, Ford’s engineers did something different – they experimented with the physical layout of their manufacturing system. They arranged their manufacturing tools in the sequence of processing steps rather than the normal practise of by machine type. This seems ridiculously obvious now (hindsight is a wonderful thing!), and the result was considerably higher productivity. This innovation created a flow in the order of the work but, at this stage of the Ford story, each work step was still done on stationary tables and stands.
In 1913, they took the next breakthrough step: they experimented with the moving assembly line for a small section of the process and, after some fine-tuning, this increased productivity fourfold…..and so the engineers got to work spreading this method throughout the manufacturing value stream.
Ford was constantly reducing his costs, not by ‘cost-cutting’ but through a fanatical focus on creating flow. This was achieved by a combination of continuous (incremental) and breakthrough (step change) improvements…which enabled Ford to pass on these savings by consistently lowering the price of the Model T…which increased demand…which outstripped supply…which meant that ever further production innovations were required to keep up!
 A great deal of the experimentation explained above was carried out at the purpose built Highland Park factory. It was six-stories high, with a railroad track running down a central atrium (pictured) and cranes lifting materials from the rail carriages up to balconies that opened to the appropriate floors on either side.
A great deal of the experimentation explained above was carried out at the purpose built Highland Park factory. It was six-stories high, with a railroad track running down a central atrium (pictured) and cranes lifting materials from the rail carriages up to balconies that opened to the appropriate floors on either side.
The basic pieces of the Model T started at the top floor and, through the use of chutes, conveyors and tubes between floors and the force of gravity, they made their way down through the various sub-assembly processes until they reached the ground floor final assembly conveyor….and then the completed car could ‘drive off the line’.
 Whilst Highland Park was an amazing feat of engineering, it had its limitations – such as the central crane-way that was probably a huge bottleneck! Henry Ford went for one more innovative jump – he created an enormous horizontal factory complex called the River Rouge2. The site started with raw iron ore and materials and finished with completed automobiles. It had its own ship docks, power generation plant, blast furnaces and rolling mills – all arranged to achieve flow (I’ve added the basic flow over an aerial picture).
Whilst Highland Park was an amazing feat of engineering, it had its limitations – such as the central crane-way that was probably a huge bottleneck! Henry Ford went for one more innovative jump – he created an enormous horizontal factory complex called the River Rouge2. The site started with raw iron ore and materials and finished with completed automobiles. It had its own ship docks, power generation plant, blast furnaces and rolling mills – all arranged to achieve flow (I’ve added the basic flow over an aerial picture).
“The River Rouge Plant in 1925 produced about one vehicle per minute in a total lead time of about three days and nine hours from steel making to finished vehicle.” (Source: Henry Ford’s book ‘Today and Tomorrow’)
“…as long as it’s black”
You are probably familiar with the famous Henry Ford quote that ‘you can have any colour you like, as long as it’s black’. Today this sounds quaint, even humorous but there’s a seriously important point within: the manufacturing process was not designed to handle variety.
This hadn’t been a problem – people just wanted to be able to afford a car! – but rising standards of living and the birth of modern marketing gave rise to the ‘sophisticated consumer’. The new problem became offering ever wider variety (e.g. different colours, engine choices, trim levels, add-ons….) whilst retaining low-prices (and therefore mass-production costs).
And so to the crux of this post: Lots of organisations from all around America and the world went to the River Rouge to learn…but what did they see…and, therefore, what did they go away to do?
American Manufacturers post World War II.
So American organisations saw scale at the River Rouge.
Unfortunately, achieving the product variety now demanded by customers meant regularly stopping the production line to change tooling to be able to produce the different variants. Delivering variety was seriously hindering speed.
What to do? Here’s what they came up with:
- Let’s interrupt the flow and decouple the stages within the production line, allowing the different processes to operate independently, and create buffer stocks between each process;
- Let’s build each process to the largest scale feasible, and then run large batches per product variant through at the fastest rate possible and thus keep the number of changeovers required down to a minimum.
- Let’s build warehouses to store all the resultant inventory (Work-in-process and finished goods)
This fundamentally changed production from workers producing for the next process step to workers merely producing for inventory. It became a case of ‘make lots and inspect later’. It was virtually a crime to stop the line3 – a disaster for quality!
Of course, once the main process steps were decoupled, their co-location didn’t matter so much. So rather than having a number of end-to-end manufacturing sites across America, the ‘logic’ could extend to…
- Let’s centralise process steps into ‘centres of excellence’ so that we can increase scale even further! We might end up with, say, a massive steel works in one city, huge sub-assemblies in another city and a mega final assembly yet somewhere else.
…and the above ‘solution’ to variety introduced massive wastes in the forms of transportation across sites; inventory and its motion as it is constantly transferred in and out of the warehouse; over-production and obsolescence; defects through poor quality and rework…and on and on and on.
You could conclude that they ‘unlearned’ (even destroyed) what Henry Ford had achieved before variety had been introduced.
The above led American manufacturers to the hell of:
- centralised planning, culminating in mega algorithms calculated by Manufacturing Resource Planning (MRP ii) computer applications, producing theoretical answers far from reality; and
- ‘management by results’ using managerial accounting data (unit costs, rates of return, targets, budgets,…) to command and control the work.
This approach, even though it was hugely wasteful, proved profitable until the 1970s…until domestic demand became satiated and globalisation opened up the market to other manufacturers. Things suddenly became rather competitive….
Over in Japan
The Japanese, and Toyota in particular, saw flow at the River Rouge.
Taiichi Ohno (Toyota) realised that flow was the important bit: “ [they] observed that Ford’s plant conserved resources, by having processes linked in a continuous chain and by running slowly enough so that people could stop and fix errors when they occurred.” (Johnson4)
Japan, unlike America, did not have the luxury of abundant resources after World War II. They couldn’t afford to create huge factories or tie up money in inventory…so they had to find a different way – to do a lot with a little.
Taiichi Ohno came to the conclusion that variety and flow had to go together i.e. “a system where material and work flowed continuously, one order at a time” (Johnson).
This created some clear challenges to work on:
- rather than simply accepting that machine changeovers took time, Ohno set his workers the challenge of continuously reducing set up and change-over times; and
- rather than running high-volume batches per variant, Ohno empowered each worker to design and control the steps they performed so that they could perform different steps on each unit that passed through them
In short, he set his people a huge visionary challenge, of working together as a system to think about the incremental, and sometimes giant, steps they could take to handle variety ‘in the line’.
Rather than centralised planning with standardised work dictated to them, the workers were empowered, and encouraged, to think for themselves, to deal with what was in front of them, to experiment and to innovate….and to share what they had learned.
And, wow, they came up with some fabulous techniques such as ‘Single-Minute Exchange of Dies’ (SMED), ‘pull’ using kanban, product supermarkets, ‘stop the line’ using andon cords, visual management, machine ‘right sizing’…and on and on.
I could write about each of these…but I’m not going to (at least not now). The point is not the brilliant innovations themselves. It is the clear and permanent challenges that were set and the constant progress towards them.
You may copy ALL of Toyota’s techniques but they (and other like-minded organisations) will still leave you far behind. Why? Because, whilst you are attempting to copy them they are racing yet further ahead. Indeed, what you copy (even if you ‘get’ the why) may be an out-dated technique before you go live! (This is to compare a static vs. dynamic environment)
What about service?
The Western (?) ‘solution’ for service organisations has, sadly, been virtually the same – scale: to standardise, specialise, centralise and ‘crank up the volume’.
Yet the challenge of handling customer variety is so much bigger: variety for service organisations is virtually infinite – it’s different per customer and, even for a given customer, it differs as their circumstances change.
So should we just pick up the ‘Toyota tool kit’ and get implementing? No. The techniques to meet the challenge will differ. Service is NOT manufacturing.
But can we learn from Toyota? Most certainly – but this must be at the deepest ‘beliefs and behaviours’ level.
The core message from the above is that service organisations should design their system such that the front line are allowed, and enabled, to absorb variety in customer demand.
If you run a service organisation and you have set up:
- a front office ‘order taking’ function to categorise demand (which can only be based on the limited information available to them), and break it down into standard ‘work objects’ from an allowable catalogue of variants;
- a ‘workforce management’ function to: prioritise and allocate (i.e. push) these work objects into ‘work queues’, usually by temporal batches (e.g. by day/ shift or weekly);
- multiple specialised back office silos to churn through their allocated work, ‘motivated’ by activity targets (and incentives) regarding volumes of work performed; and, as a result
- a complete confusion as to who is taking responsibility for resolving the customer need
…then you have seen scale, through commanding and controlling the work, as the ‘solution’.
If, however, you are on a journey towards:
- equipping the people at the point of contact with the necessary expertise and freedom to respond to what most customers will predictably want (i.e. the bulk of demand); and
- where more unusual demand hits the system, allowing and enabling these same ‘front of service’ people to ‘pull’ expertise to assist, yet retaining ownership of the service provision (thereby speeding up their rate of learning and widening their skills and knowledge)
…then you are on a similar track to Ohno: Pursuing flow for each unique customer demand, through revealing and harvesting the passion and pride within your workers.
Update: Here’s the link to an addendum to this post, which came about from a comment below.
Footnotes:
1. Sources: Much of the above comes from early chapters within three books:
- ‘Relevance Regained’ by H. Thomas Johnson
- ‘Profit Beyond Measure’ by H. Thomas Johnson
- ‘Toyota Kata’ by Mike Rother
Other details (including pictures) come from searching around the ‘interweb’ thing.
…and of course the service ending is inspired by the work of John Seddon.
2. Historical point of detail: “The River Rouge was built to produce Model T Fords for decades to come, [but] by the time it was capable of full production later in the [1920s], a factory a tenth its size could have handled the demand for Model Ts.” (Wiley)
i.e. Henry Ford had built this huge production machine but his product had gone out of fashion because its competitor, General Motors, was providing the variety that customers now wanted, albeit using scale to do so. Ford was now in a dash to recover.
3. ‘Stop the line’ crime: Workers knew that managers wanted them to make as many as possible, with no ‘down time’. I understand that this is where the phrase to ‘throw a spanner in the works’ comes from…which refers to a disgruntled worker ‘accidentally’ dropping a tool into the assembly line mechanism so that the line stopped and they all got a break whilst the cause was found and rectified.
4. A fresh giant: Johnson is a giant for me, and I’ve been meaning to add his ‘giant bio’ to this blog for ages now…I have finally done so 🙂
 “Management thinking affects business performance just as an engine affects the performance of an aircraft. Internal combustion and jet propulsion are two technologies for converting fuel into power to drive an aircraft.
“Management thinking affects business performance just as an engine affects the performance of an aircraft. Internal combustion and jet propulsion are two technologies for converting fuel into power to drive an aircraft. 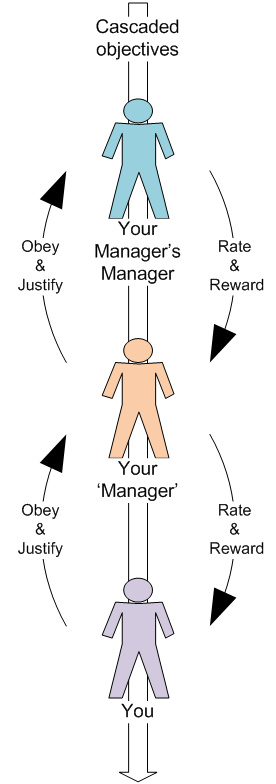 You will tell your manager what you think he/she wants to hear, and provide tailored evidence that supports this, whilst suppressing that which does not;
You will tell your manager what you think he/she wants to hear, and provide tailored evidence that supports this, whilst suppressing that which does not; I wrote a post some months back (July 2016) titled
I wrote a post some months back (July 2016) titled  Colours: Yes, I can see a number of sources that refer to different colours. However, I would suggest splitting the colour story into three parts (each of which Andrew’s comment eludes to):
Colours: Yes, I can see a number of sources that refer to different colours. However, I would suggest splitting the colour story into three parts (each of which Andrew’s comment eludes to):
 Getting back to the point within my original ‘River Rouge’ post – that of handling variety in the line:
Getting back to the point within my original ‘River Rouge’ post – that of handling variety in the line: Andrew’s comment on my original post provided me with the impetus to learn some more.
Andrew’s comment on my original post provided me with the impetus to learn some more.
 I often hear people talking about the need for profit and that my thinking must address this fact. I respond that it does, but not as they might think. This post tries to explain.
I often hear people talking about the need for profit and that my thinking must address this fact. I respond that it does, but not as they might think. This post tries to explain.